Company Profile:
Rizhao Meijia Keyuan Food Co., Ltd. specializes in the processing of mackerel, rainbow trout, snow crab, cod, sweet shrimp, and salmon. The company has an annual processing capacity of 10,000 tons of seafood products.
Project Overview:
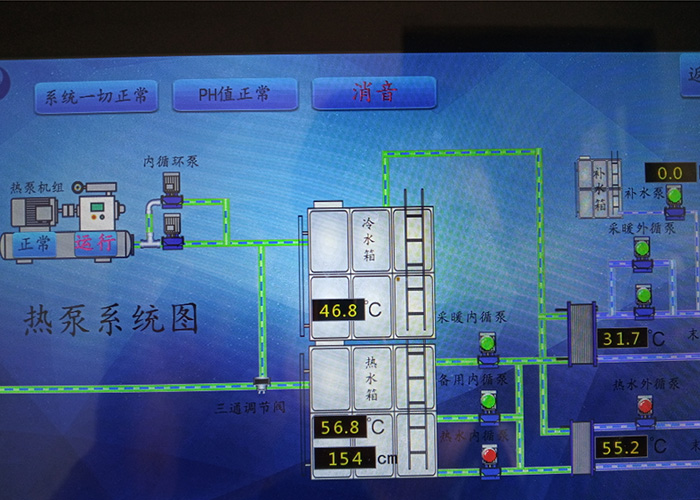
Equipment Supplied: 1 set of LS12SHRB automatic water-cooled, oil-cooled, full heat recovery heat pump system.
Heating Water Output: Produces hot water at 65°C.
Application Scenarios:
Heating Season: Provides heating for factory dormitories, covering approximately 3,000 m².
Non-Heating Season: Supplies hot water for workshop production and boiler make-up water.
Project Highlights:
Efficient utilization of waste heat through full heat recovery.
Supports dual-purpose usage across different seasons, reducing energy consumption and operating costs.