The fine chemicals and pharmaceutical industries involve high value-added, high-purity products with stringent process control requirements, including:
Fine chemicals such as glyphosate, melamine, ABS, anisole, NMP, PBAT, and DMC;
Specialty electronic gases and fluorinated products such as R142b, silicon tetrachloride, and trichlorosilane;
Pharmaceutical intermediates and medicinal chemicals involving low-temperature reactions, crystallization, and extraction processes;
Synthesis of pesticides and herbicides, such as the intermediate reaction system for glyphosate.
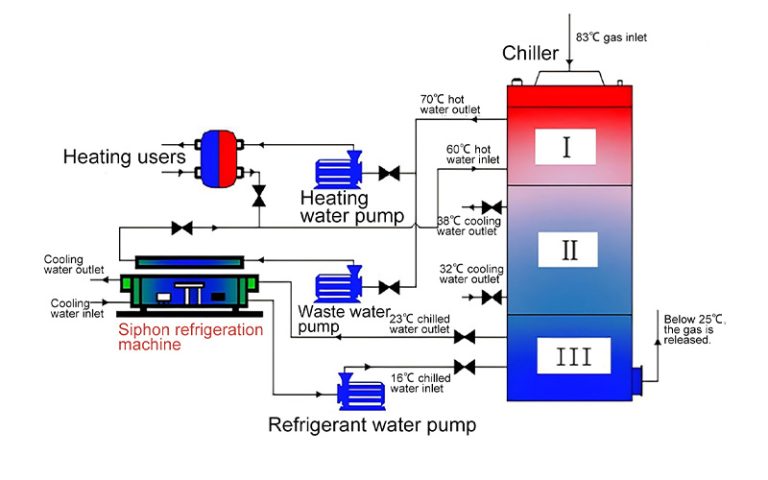
The synthesis, separation, and purification processes of these products extensively involve mid- to ultra-low temperature brine cooling systems (-5°C to -90°C). Compared with direct expansion cooling systems, brine systems provide higher thermal conductivity, better safety, and more stable temperature control, making them the preferred choice in process design for this industry.